API 6D ASME B16.34 API 607 CE Certified 4” 150LB A105 Carbon Steel Body PTFE Soft Seated RF Flanged Floating Ball Valve by TIANYU
I. Product Overview & Core Specifications
The TIANYU 4” 150LB floating ball valve stands as a precision-engineered, cost-effective fluid control solution tailored for a wide range of industrial pipeline applications, delivering reliable isolation, bubble-tight shutoff, and long-term operational efficiency in low-to-medium pressure systems. With a nominal size of 4” (DN100), this valve is optimized for medium-flow pipeline networks, balancing robust structural integrity with compact, lightweight design for easy installation and maintenance across municipal, commercial, and industrial infrastructure. Rated for a pressure class of 150LB, it operates reliably at a maximum working pressure of 1.96 MPa (285 PSI), making it the ideal choice for general-purpose fluid control applications where consistent performance, leak prevention, and cost efficiency are top priorities.
The valve body is constructed from A105 carbon steel (ASTM A105), a premium forged carbon steel material renowned for its exceptional mechanical strength, impact resistance, and machinability in
industrial valve manufacturing. Conforming to ASTM A105 standards, A105 exhibits a minimum tensile strength of 485 MPa, a yield strength of 250 MPa, and excellent ductility, enabling it to withstand cyclic pressure fluctuations, thermal shocks, and mechanical stress in 150LB class pipeline systems. This material choice ensures the valve maintains structural integrity over extended service life, even in harsh outdoor or industrial operating environments, while its weldability and machinability simplify installation, retrofitting, and maintenance in existing pipeline networks. A105 carbon steel also offers excellent corrosion resistance when coated with industrial epoxy or paint, making it suitable for use in water, oil, gas, and general process fluid applications.
Complementing the robust A105 carbon steel body, the valve seat is fabricated from PTFE (Polytetrafluoroethylene), a high-performance fluoropolymer renowned for its exceptional chemical resistance, low friction, and sealing capabilities in soft-seated valve applications. PTFE exhibits near-universal chemical compatibility, resisting degradation from acids, alkalis, solvents, hydrocarbons, and a wide range of industrial process fluids, making it suitable for contact with potable water, natural gas, crude oil, and mild to moderate corrosive chemicals. The soft-seated design achieves bubble-tight shutoff compliant with ANSI/FCI Class VI, minimizing leakage to prevent product loss, environmental contamination, and safety hazards, while PTFE’s self-lubricating properties reduce friction between the ball and seat, extending service life and ensuring smooth operation over thousands of cycles. PTFE also offers excellent thermal stability, maintaining sealing performance across a temperature range of -40°C to 200°C, making it suitable for both low-temperature and moderate high-temperature applications.
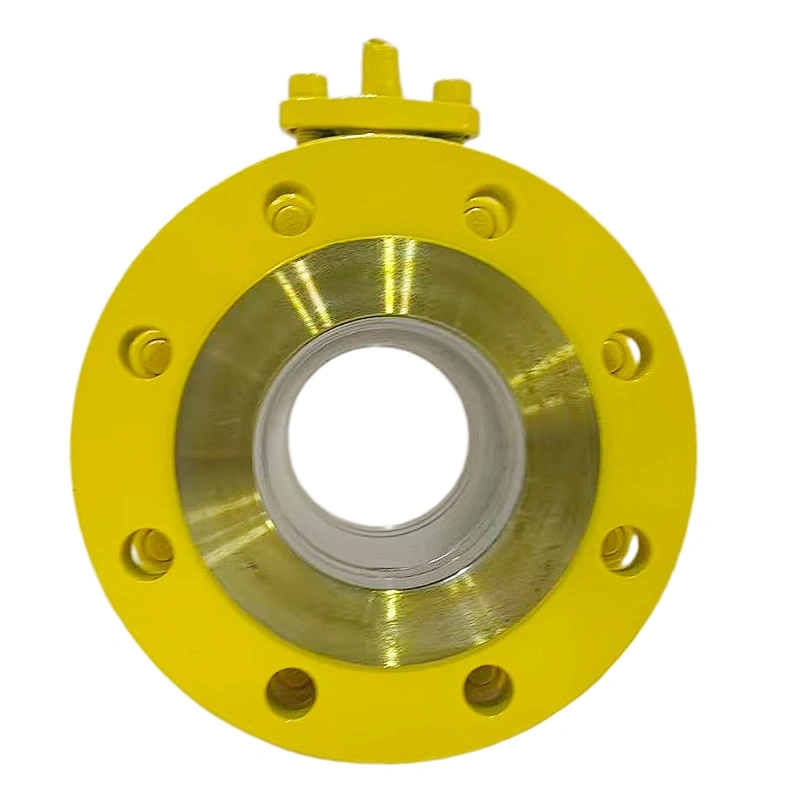
For seamless integration into industrial pipeline systems, the valve features a raised face (RF) flanged connection design compliant with ASME B16.5 standards. Flanged connections provide a secure, leak-proof interface, allowing for easy assembly and disassembly during maintenance or system upgrades, even in 150LB class service. The standardized flange dimensions, bolt patterns, and raised face finish ensure interoperability with global piping systems, reducing installation time and costs while ensuring compatibility with existing infrastructure. The RF face design provides a reliable gasket seal, even under pressure fluctuations, further enhancing the valve’s leak-tight performance in general-purpose industrial applications.
Actuation is delivered by a manual lever handle, designed to provide intuitive, responsive control over valve positioning with minimal operating torque. The lever handle incorporates a positive-locking mechanism to prevent accidental operation, ensuring the valve remains in the desired position even under vibration or external forces. The ergonomic design of the handle reduces operator fatigue during frequent adjustments, while the compact footprint ensures compatibility with space-constrained installations. A visual position indicator is integrated into the handle assembly, providing clear, at-a-glance confirmation of the valve’s open/closed status, reducing the risk of operator error and enhancing operational safety in industrial pipeline systems.
At the core of the valve’s functionality is the floating ball design, a proven configuration for low-to-medium pressure applications that relies on fluid pressure to seat the ball against the downstream seat, ensuring a tight, bi-directional seal. Unlike trunnion mounted ball valves, which are designed for high-pressure service, floating ball valves offer a simpler, more cost-effective solution for 150LB class applications, delivering reliable sealing performance with minimal maintenance requirements. The floating ball design also enables a full-bore flow path, minimizing pressure drop and turbulence, optimizing flow efficiency, and reducing energy consumption in pipeline systems.
II. Design Features & Functional Advantages
The TIANYU 4” 150LB floating ball valve incorporates innovative design elements that elevate its performance, reliability, and operational efficiency beyond conventional isolation valves, addressing the unique challenges of general-purpose industrial fluid control applications.
At the core of its design excellence is the floating ball configuration, which delivers reliable, bi-directional sealing in low-to-medium pressure applications. The floating ball is suspended within the valve body, with no fixed trunnion support, allowing fluid pressure to push the ball against the downstream seat, creating a tight, bubble-tight seal. This design ensures consistent sealing performance regardless of pressure fluctuations, making it ideal for 150LB class pipeline systems where pressure variations are common. The floating ball design also enables a full-bore flow path, ensuring unobstructed fluid flow and minimizing pressure drop, which is critical for energy efficiency in pipeline systems. The ball is precision-machined from A105 carbon steel or stainless steel, lapped and polished to a surface finish of Ra ≤ 0.8 μm, ensuring optimal sealing performance with the PTFE seat assembly and reducing friction between the ball and seat, extending service life.
The soft-seated design, utilizing PTFE seats, delivers exceptional sealing performance and chemical resistance in general-purpose industrial applications. PTFE’s self-lubricating properties reduce friction between the ball and seat, minimizing wear and extending service life, while its chemical resistance ensures compatibility with a wide range of industrial fluids, including water, oil, gas, and mild corrosive chemicals. The soft-seated design achieves bubble-tight shutoff compliant with ANSI/FCI Class VI, minimizing leakage even at low pressures or with viscous fluids, ensuring optimal performance in critical isolation applications. The PTFE seats are also replaceable, allowing for easy maintenance and extending the valve’s service life without full replacement, reducing long-term operational costs.
The A105 carbon steel body is engineered for durability and structural integrity in 150LB class service, with a robust forged construction that enhances material density and mechanical properties. The forging process eliminates internal defects such as porosity or inclusions, which could compromise structural integrity in industrial applications. The body’s streamlined internal geometry minimizes pressure drop and turbulence, optimizing flow efficiency and reducing energy consumption in high-throughput systems. The body’s robust construction, combined with the A105 carbon steel material, enables it to withstand external loads, including mechanical stress and vibration, making it suitable for harsh industrial environments such as refineries, chemical plants, and pipeline transmission systems. The bolted body and bonnet design allows for easy access to internal components, simplifying maintenance and component replacement without removing the valve from the pipeline—critical for general-purpose industrial systems where downtime must be minimized.
The manual lever handle design offers a balance of simplicity, reliability, and operational efficiency. The handle is precision-machined from high-strength carbon steel, ensuring compatibility with the valve’s 150LB class requirements and providing exceptional strength and rigidity. The positive-locking mechanism on the handle prevents accidental operation, ensuring the valve remains in the desired position, while the visual position indicator provides clear feedback to operators, reducing the risk of human error. The handle’s compact design makes it suitable for installation in space-constrained environments, such as skid-mounted systems and modular process units, while its ergonomic shape reduces operator fatigue during frequent adjustments. The handle is also coated with a durable, corrosion-resistant finish, ensuring long-term performance in outdoor and industrial environments.
Safety and environmental protection are integrated into every design detail, starting with the anti-blowout stem design. The stem is machined with a circumferential groove that engages with a retaining ring in the body bore, preventing the stem from being ejected from the body even if the primary packing seal fails under pressure—eliminating a major safety hazard in industrial pipeline systems. The multi-layer stem packing system features PTFE V-rings with graphite backup rings, providing a low-friction seal that eliminates fugitive emissions and meets ISO 15848-1 (TA-Luft) and EPA Method 21 requirements for low-emission valves. The packing gland is live-loaded with Belleville washers, maintaining constant packing compression even as the packing settles or wears, ensuring long-term emission control without the need for frequent re-tightening. The valve also incorporates a fire-safe design compliant with API 607 and API 6FA standards, as the metal-to-metal backup seal between the ball and body maintains integrity in the event of a fire, preventing catastrophic fluid release and minimizing fire propagation.
The valve’s modular design enables easy maintenance and component replacement, with the seats, ball, and stem accessible without removing the valve from the pipeline. This reduces downtime and maintenance costs, making it an ideal choice for general-purpose industrial pipeline systems where operational continuity is essential. The stem packing is also accessible from the bonnet, enabling easy replacement of packing rings without disassembling the valve, further enhancing the valve’s maintainability and service life. The valve is also engineered with a full-bore flow path, ensuring unobstructed fluid flow and minimizing pressure drop, which is critical for energy efficiency in pipeline systems.