I. Testing: The Last Line of Defense for Industrial Safety
(1) Accident Warnings: Catastrophes from Millimeter-Level Errors

(2) Industry Iron Rules: Safety Red Lines Behind Data
II. Seven Core Testing Projects: From Micron-Level to Extreme Conditions
(1) Seal Integrity Testing: The “Cardiopulmonary Function” Test for Valves

(2) Pressure Strength Testing: “Compression Test” for Ultimate Pressure Resistance
(3) Material & Structural Testing: Full-Dimensional Scanning from Atoms to Macroscale

III. Special Valves: Differentiated Testing Solutions
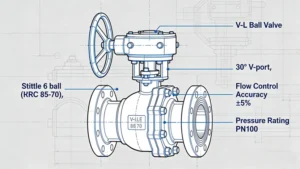
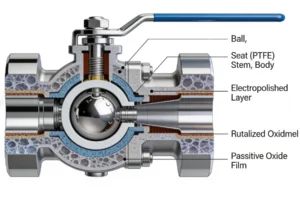
(1) Ball Valves: “Dual Tests” for Bi-Directional Sealing
(2) Butterfly Valves: Balancing Rubber Elasticity and Metal Thermal Expansion
(3) Safety Valves: Decisecond-Level Relief Precision

IV. Intelligent Testing Equipment: Reconstructing Industrial Testing Paradigms
(1) Fully Automatic Testing Platform: Micron-Level Precision Control
(2) Predictive Maintenance System: From Passive Testing to Active Prevention

V. Extreme Conditions: Testing Solutions Challenging Limits
(1) Acidic Environment (H₂S): “Race Against Time” for Corrosion Resistance
(2) Ultra-Low Temperature Scenarios (-196℃): Double Limits of Toughness and Sealing

VI. Global Compliance Certification: Passports Crossing Technical Barriers

VII. Failure Case Decoding: Extracting Solutions from Accidents
(1) Gate Valve Jamming: The Fatal Impact of Surface Precision
(2) Ball Valve High-Temperature Internal Leakage: Breaking through Seal Material Limits

VIII. Cutting-Edge Technologies: Redefining the Future of Testing
(1) Digital Twin: Pre-Verification in the Virtual World
(2) Green Testing: Sustainable Industrial Practices
(3) Blockchain Traceability: Data as Trust