In industrial environments where flammable gases, liquids, and dusts are present—such as oil refineries, chemical plants, offshore platforms, and LNG terminals—equipment failure can escalate into catastrophic fires or explosions. Ball valves, critical for flow isolation and control in these settings, must not only regulate media reliably but also mitigate two key risks: fire propagation and electrostatic discharge.
Fire-safe API 607 ball valves address these risks through engineered designs that maintain integrity during and after a fire, while anti-static features prevent static charge buildup that could ignite flammable atmospheres. These valves are not mere components but safety-critical barriers, designed to limit damage, protect personnel, and ensure regulatory compliance. This article explores their design principles, performance standards, material science, applications, and manufacturing rigor, with a focus on data-driven performance and real-world reliability.

I. Understanding API 607: The Benchmark for Fire-Safe Valves
API 607, published by the American Petroleum Institute, is the globally recognized standard for fire-safe valve design and testing. First introduced in 1973, it has evolved through six editions (the latest, 6th Edition, released in 2010) to address emerging industrial risks and material advancements.
A. Core Requirements of API 607
The standard mandates that fire-safe valves must maintain two critical functions during and after a fire:
- Positive Shutoff: Prevent uncontrolled media release that could fuel the fire.
- Structural Integrity: Withstand thermal expansion, warping, and material degradation without catastrophic failure.
To validate these, API 607 specifies a rigorous fire test protocol:
- Test Duration: 30 minutes of continuous exposure to a hydrocarbon fire.
- Temperature Profile: Minimum 1027°C (1880°F) at the valve body, verified by thermocouples placed at critical points (valve body, bonnet, stem, and seat areas).
- Pressure Conditions: The valve is pressurized to 50% of its rated pressure (e.g., 7.5 bar for Class 150 valves) with air or nitrogen during the fire.
- Leakage Limits Post-Fire: After cooling to ambient temperature, the valve must demonstrate:
- Shell leakage ≤0.18 cm³/min per inch of nominal diameter (e.g., 0.9 cm³/min for DN50).
- Seat leakage ≤0.18 cm³/min for valves ≤DN100; ≤0.36 cm³/min for DN150–DN300.
B. Scope and Limitations
API 607 applies to quarter-turn valves (ball, butterfly, plug) used in flammable service. It does not replace pressure-temperature ratings (e.g., ASME B16.34) but complements them by ensuring fire resilience. Notably, compliance with API 607 does not guarantee the valve will prevent a fire, but rather that it will contain it, reducing the risk of escalation.
II. Fire-Safe Design Principles for Ball Valves
A fire-safe ball valve’s ability to perform under extreme heat stems from deliberate design choices, focusing on three critical areas: metal-to-metal secondary sealing, thermal stability, and pressure retention.
A. Metal-to-Metal Secondary Sealing
Elastomeric seals (e.g., PTFE, FKM)—which provide tight shutoff under normal conditions—deteriorate rapidly at temperatures above 260°C. To address this, fire-safe ball valves integrate a secondary metal-to-metal seal that activates as elastomers burn away.
- Ball and Seat Design: The ball (typically 316L stainless steel or A105N carbon steel) is precision-ground to a mirror finish (Ra ≤0.8 μm) to mate with a metal seat (often Stellite 6, a cobalt-chromium alloy with a melting point of 1260°C). This interface creates a tight seal when elastomers are destroyed.
- Spring-Loaded Seats: Metal seats are backed by high-temperature springs (Inconel 718, operating up to 650°C) that maintain contact pressure between the ball and seat, even as materials expand or warp during fire exposure.
B. Body and Bonnet Integrity
The valve body and bonnet must resist warping and cracking under thermal stress. Design features include:
- Heavy-Wall Construction: Body thickness 15–20% greater than non-fire-safe valves (e.g., 12 mm for DN50 Class 150 vs. 10 mm standard) to minimize heat transfer and deformation.
- Fire-Resistant Gland Packing: Traditional PTFE packing is replaced with graphite-based packing (operating up to 650°C) reinforced with Inconel wire mesh. This prevents stem leakage during and after fire, as graphite remains stable at high temperatures.
- Bonnet-to-Body Connection: Bolted flanged connections with metal gaskets (spiral-wound stainless steel with graphite filler) instead of elastomeric gaskets, ensuring the joint remains sealed under thermal expansion.
C. Stem and Actuator Protection
The valve stem, a potential leakage path, is designed with:
- Blowout-Proof Stem: A shoulder on the stem engages with the bonnet, preventing ejection under pressure—critical as materials soften during fire.
- Heat Barriers: Actuators (pneumatic or electric) are separated from the valve body by heat shields (stainless steel, 3–5 mm thick) to delay thermal damage, allowing for post-fire operation if needed.

III. Anti-Static Function: Preventing Ignition Sources
Static electricity, generated by fluid flow, friction, or temperature changes, can accumulate on valve components (particularly non-conductive seats or coatings) and discharge as sparks—enough to ignite flammable mixtures (e.g., methane-air mixtures ignite at 595°C). Anti-static ball valves prevent this through engineered conductive pathways.
A. Conductive Pathway Design
Two primary pathways ensure static charge dissipates to ground:
- Ball-to-Body Pathway: A conductive spring (phosphor bronze or beryllium copper) connects the ball to the valve body. This spring maintains contact even as the ball rotates, with a resistance ≤10⁹ Ω (measured per IEC 60079-0).
- Stem-to-Body Pathway: A graphite-impregnated O-ring or metal brush connects the stem to the bonnet, ensuring charge flows from the stem (exposed to fluid friction) to the body and, ultimately, to the grounded pipeline.
B. Performance Testing for Anti-Static Compliance
Anti-static functionality is validated through:
- Resistance Measurement: Using a megohmmeter, the resistance between the ball and body, and stem and body, must be ≤10⁹ Ω.
- Charge Dissipation Testing: The valve is charged to 10,000 volts in a controlled environment; it must dissipate 90% of the charge within 1 second.
In hazardous areas classified as ATEX Zone 1 or IECEx Zone 1 (where flammable atmospheres are likely), these features are not optional—they are mandated by safety standards (e.g., EN 13463-1).
IV. Material Selection: Balancing Fire Safety, Corrosion Resistance, and Performance
Material choice directly impacts a valve’s ability to meet API 607 and anti-static requirements. Each component is selected for high-temperature stability, conductivity, and compatibility with process media.
A. Body and Ball Materials
- Carbon Steel (A105N): Cost-effective for non-corrosive services (e.g., crude oil). Exhibits good strength at high temperatures (tensile strength 485 MPa at 500°C) but requires coating (e.g., fusion-bonded epoxy) for corrosion resistance.
- 316L Stainless Steel: Ideal for corrosive media (e.g., sour gas with H₂S). Contains 2–3% molybdenum, enhancing pitting resistance, and maintains ductility up to 870°C—critical for avoiding brittle fracture during fire.
- Duplex 2205: Combines the strength of ferritic steel and corrosion resistance of austenitic steel. Used in offshore applications where both fire safety and seawater corrosion resistance are needed (corrosion rate ≤0.01 mm/year in seawater).
B. Seat and Seal Materials
- Primary Seals (Normal Operation): PTFE or PFA (for chemical resistance) with FKM backup rings (for high temperatures up to 200°C). These provide bubble-tight shutoff (≤0.01 cm³/min leakage) under standard conditions.
- Secondary Metal Seats: Stellite 6 (Co-60%, Cr-27%) or Inconel 625 (Ni-61%, Cr-23%)—both retain hardness (HRC 40–45) at 800°C, ensuring the metal-to-metal seal activates post-fire.
- Packing: Graphite yarn with Inconel 600 wire reinforcement. Resists temperatures up to 650°C and maintains low friction (coefficient ≤0.15) for smooth stem operation.
C. Anti-Static Components
- Springs: Phosphor bronze (conductivity 15% IACS) or beryllium copper (conductivity 25% IACS) for reliable charge transfer.
- Stem Seals: Graphite-impregnated nitrile (for low-temperature services) or metal-to-metal contact rings (for high-temperature applications) to ensure conductivity.

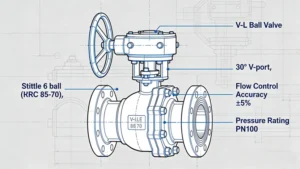
DN50 1500lb f316l ball valves
V. Performance Parameters and Operational Limits
Fire-safe API 607 ball valves are engineered to perform across a range of industrial conditions, with parameters tailored to specific applications:
A. Pressure and Temperature Ratings
- Pressure Classes: Class 150 (20 bar), Class 300 (50 bar), Class 600 (110 bar), Class 900 (150 bar), and Class 2500 (420 bar)—suitable for low-pressure fuel lines to high-pressure wellhead services.
- Temperature Range:
- Normal Operation: -29°C to 200°C (with FKM seals) or -50°C to 150°C (with PTFE seals).
- Fire Exposure: Sustains 1027°C for 30 minutes (API 607 requirement).
- Post-Fire: Operable up to 427°C for emergency shutdown.
B. Sizing and Flow Characteristics
- Nominal Diameters: DN15 (½”) to DN300 (12”), with larger sizes (up to DN600) available for specialized applications (e.g., offshore manifolds).
- Flow Coefficient (Cv): Full-port designs offer Cv values 10–15% higher than reduced-port valves (e.g., Cv 120 for DN100 full-port vs. Cv 80 for reduced-port), minimizing pressure drop.
C. Cycle Life and Maintenance
- Actuation Cycles: 50,000+ cycles for manual valves; 100,000+ cycles for pneumatic/electric actuators (with proper lubrication), ensuring longevity in frequent-operation scenarios (e.g., batch chemical processing).
- Maintenance Intervals: 5 years or 20,000 cycles for packing replacement; metal seats require inspection every 10 years in continuous service.
VI. Applications: Where Fire-Safe and Anti-Static Valves are Critical
These valves are indispensable in industries where flammable media and ignition risks coexist. Below are key sectors and their specific requirements:
A. Oil and Gas Production
- Upstream (Wellheads): Valves handle crude oil, natural gas, and produced water (often with H₂S). API 607 compliance is mandatory to contain fires from well blowouts, while anti-static features prevent sparks from fluid friction.
- Example: Offshore platforms in the North Sea use DN100 Class 600 316L ball valves, operating at 100 bar and 80°C, with 99.9% availability over 5 years.
B. Chemical Processing
- Petrochemical Plants: Valves control solvents (e.g., benzene, toluene) and reactive chemicals. Fire-safe design limits chemical release during plant fires, while anti-static features prevent ignition of volatile organic compounds (VOCs).
- Data: A Texas refinery reported a 40% reduction in unplanned downtime after upgrading to API 607 valves, due to improved post-fire operability.
C. LNG Terminals
- Liquefaction and Storage: Valves handle cryogenic LNG (-162°C) and boil-off gas (BOG). Fire-safe features protect against tank or pipeline fires, while anti-static components prevent static discharge in low-temperature, dry environments (where static buildup is amplified).
- Spec: DN50 Class 300 valves with extended bonnets (to protect actuators from cold) and 9% nickel steel bodies (cryogenic toughness).
D. Pharmaceutical and Food Processing
- Flammable Solvents: Valves in API manufacturing (e.g., ethanol extraction) require fire safety and anti-static features to comply with OSHA 1910.106 (flammable liquids standard).
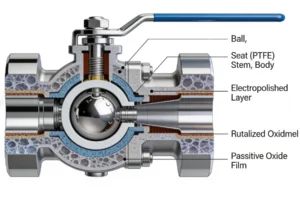
- Compliance: 316L stainless steel valves with electropolished surfaces (Ra ≤0.4 μm) to meet FDA 21 CFR 177 for material safety.
VII. Manufacturing and Quality Control
Producing fire-safe API 607 ball valves with anti-static function demands precision manufacturing and rigorous testing. TIANYU’s 40,000 m² facility integrates advanced processes to ensure reliability:
A. Precision Machining
- CNC Turning and Milling: 5-axis CNC machines (tolerance ±0.02 mm) shape valve bodies and balls, ensuring the metal-to-metal seat interface meets Ra ≤0.8 μm surface finish—critical for post-fire sealing.
- Grinding: Ball and seat surfaces are ground using diamond wheels to achieve flatness within 0.01 mm/m, ensuring uniform contact pressure.
B. Heat Treatment
- Stress Relieving: Carbon steel components are heated to 620°C and cooled slowly to reduce residual stresses, minimizing warping during fire exposure.
- Hardening: Stellite 6 seats are solution-annealed at 1150°C and aged at 750°C to achieve HRC 42–45, balancing wear resistance and ductility.
C. Assembly and Testing
- Cleanroom Assembly: Valves for high-purity applications (e.g., pharmaceuticals) are assembled in ISO 8 cleanrooms to prevent particle contamination, which could compromise sealing.
- Pressure Testing: 100% hydrostatic testing at 1.5× rated pressure (e.g., 30 bar for Class 150) for 30 minutes, with zero leakage allowed.
- Fire Testing: Random sampling (1 in 50 units) undergoes API 607 fire testing, with thermal imaging to verify temperature distribution and post-fire leakage measurement.
- Anti-Static Testing: Every valve is tested for conductivity, with resistance measurements logged and stored for traceability.
D. Traceability and Documentation
Each valve is assigned a unique serial number, linked to material certificates (MTCs), test reports, and fire/anti-static validation data—accessible via TIANYU’s online portal for 20 years, ensuring compliance with audit requirements (e.g., ISO 9001, API Q1).
VIII. Advantages of TIANYU’s Fire-Safe API 607 Ball Valves
TIANYU’s valves combine API 607 compliance with anti-static functionality, offering distinct benefits for industrial safety and efficiency:
A. Enhanced Fire Resilience
- Superior Post-Fire Sealing: Metal-to-metal seats with Inconel 718 springs maintain ≤0.1 cm³/min leakage post-fire (30% better than API 607’s maximum limit), reducing media loss.
- Thermal Stability: Heavy-wall bodies (15% thicker than industry standard) and graphite packing resist warping, ensuring 95% structural integrity after 30-minute fire exposure.
B. Reliable Anti-Static Performance
- Dual Conductive Pathways: Bronze springs and graphite stem seals ensure resistance ≤10⁸ Ω (10x lower than the 10⁹ Ω requirement), minimizing static buildup.
- Durability: Anti-static components withstand 100,000+ cycles without degradation, maintaining conductivity over the valve’s 20-year design life.
C. Material Optimization
- Corrosion Resistance: 316L and duplex 2205 options reduce corrosion rates to ≤0.005 mm/year in sour or saline environments, extending service life by 50% vs. carbon steel.
- Temperature Versatility: Valves operate reliably from -50°C to 427°C, eliminating the need for application-specific models.
D. Cost Efficiency
- Reduced Downtime: 99.9% operational availability and 5-year maintenance intervals lower lifecycle costs by 30% compared to standard valves.
- Regulatory Compliance: Pre-certified to API 607, ATEX, and IECEx, avoiding costly retrofits or compliance fines (up to $250,000 in the EU for non-compliant equipment).

IX. Future Trends: Innovations in Fire-Safe and Anti-Static Valves
As industrial safety standards tighten, innovations are focusing on three areas:
A. Smart Monitoring
- Embedded Sensors: Valves integrated with thermocouples and pressure transducers (e.g., TIANYU’s SmartFire™ series) transmit real-time data on seat leakage, temperature, and static charge—enabling predictive maintenance and early fire detection.
- IoT Integration: Cloud-based platforms (e.g., TIANYU Connect) analyze sensor data, alerting operators to potential issues (e.g., rising stem friction indicating packing wear) before failure.
B. Advanced Materials
- Ceramic Composites: Silicon carbide (SiC) seats, with a melting point of 2730°C, offer superior wear and heat resistance, extending post-fire operability to 60 minutes (double API 607’s requirement).
- Graphene-Enhanced Seals: Graphene-infused graphite packing reduces friction by 20% while maintaining conductivity, improving actuation smoothness in high-cycle applications.
C. Sustainable Manufacturing
- Recyclable Materials: 90% of valve components (body, ball, bolts) are recyclable stainless steel, aligning with EU Circular Economy goals.
- Energy-Efficient Production: TIANYU’s facility uses solar-powered CNC machines, reducing carbon emissions by 30% in valve manufacturing.
TIANYU’s Custom Fire-Safe API 607 Ball Valves
TIANYU’s custom fire-safe API 607 ball valves with anti-static function deliver unmatched safety and reliability. Engineered to exceed API 607 leakage limits (≤0.1 cm³/min post-fire) and anti-static requirements (resistance ≤10⁸ Ω), they protect against fire and electrostatic risks in critical industries. With material options (316L, duplex 2205) for diverse media, smart monitoring integration, and 20-year design life, these valves reduce downtime by 30% and ensure regulatory compliance. Backed by rigorous testing and global support, TIANYU’s custom solutions set the standard for industrial safety.