III. Features Description
A. Forged 304 Stainless Steel Advantage
Forging 304 stainless steel at high temperatures (1100-1200°C) refines the material’s grain structure, eliminating casting defects like porosity or shrinkage. This results in a valve body and ball with superior mechanical strength—resistant to deformation under high pressure or thermal stress, a critical trait in harsh industrial environments where structural failure could lead to leaks or system downtime.
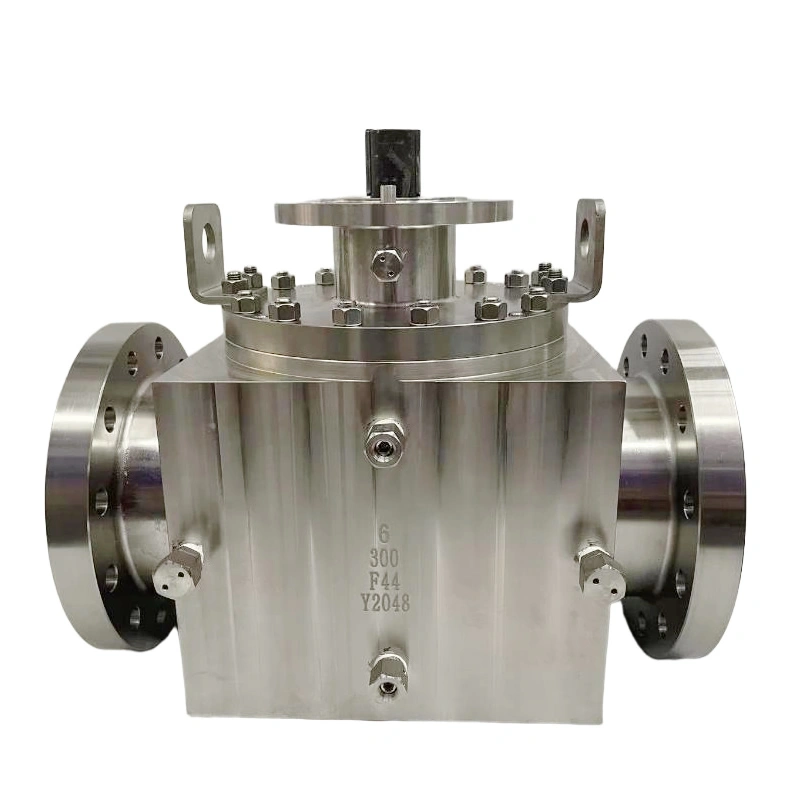
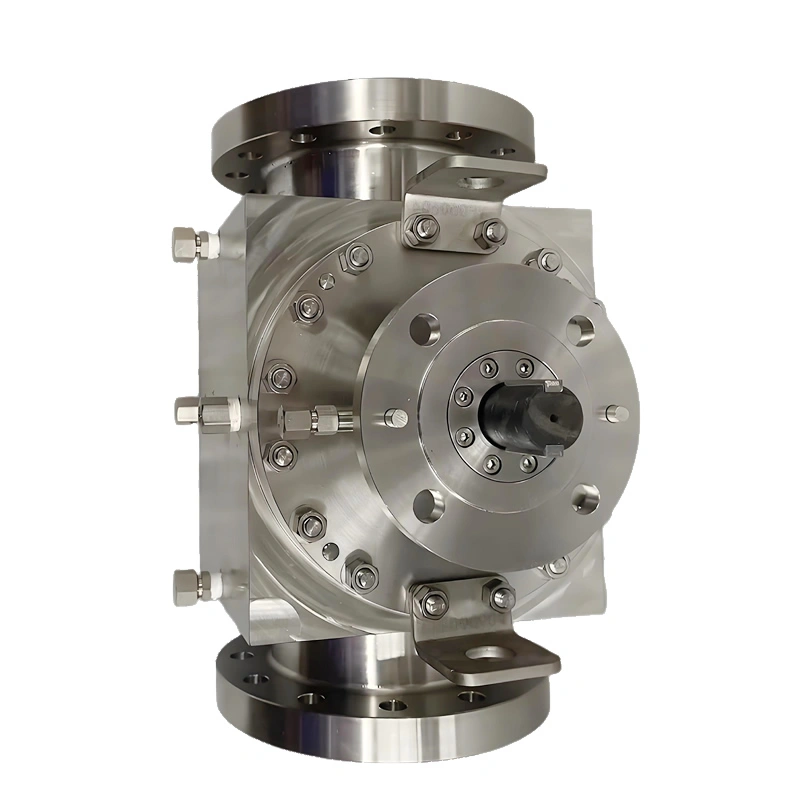
B. Top-Entry Design for Maintenance Efficiency
The top-entry structure simplifies upkeep: by removing the top cover, technicians can inspect, repair, or replace internal components (such as worn seats or stems) without disconnecting the valve from the pipeline. This reduces maintenance time by up to 50% compared to side-entry valves, minimizing production interruptions—a key benefit in continuous-process industries like refineries or chemical plants.
C. Floating Ball Sealing Performance
The floating ball design leverages media pressure to enhance sealing: as fluid pressure increases, the ball is pushed tighter against the PTFE seat, ensuring a secure seal even under fluctuating pressure conditions. At low pressures, the seat’s preload maintains reliable tightness, avoiding leakage issues common in fixed-ball valves operating at reduced loads. This adaptability makes it suitable for systems with varying pressure demands.
D. Flanged End Reliability
Flanged connections distribute stress evenly across the valve-pipeline joint, ensuring a stable seal under pressure and thermal expansion. Compatible with standard gaskets (rubber, PTFE, metal), they simplify installation and replacement, while their robust design resists vibration—critical for applications like pump discharge lines or high-flow pipelines.
IV. Manufacturing Process
A. Material Inspection and Forging
Raw 304 stainless steel undergoes rigorous testing, including spectrometric analysis to verify chemical composition and ultrasonic testing to detect internal flaws. The material is then heated to forging temperature and shaped into valve body blanks using hydraulic presses, a process that aligns metal grains to enhance strength and corrosion resistance.
B. Precision Machining
CNC machining centers refine the forged blanks to exact dimensions: valve body internal surfaces are bored to ensure smooth flow, ball sealing surfaces are ground to a roughness of Ra 0.8μm for tight seat contact, and flange faces are machined to meet standard tolerances. The stem is precision turned and polished to minimize friction, ensuring smooth operation and preventing media leakage along the stem.
C. Assembly and Quality Testing
Assembly occurs in a clean workshop to avoid contamination of PTFE seats. Seats are installed with calibrated preload to balance sealing performance and operational torque. Post-assembly, each valve undergoes:
- Shell pressure test: 1.5 times PN25 to verify structural integrity.
- Seat tightness test: 1.1 times PN25 with air or water to ensure zero leakage.
- Operational test: Manual handwheel rotation checked for smoothness and accurate positioning.