In the petrochemical industry, valves are used to control fluid flow, pressure, and prevent accidents. They are capable of enduring high temperatures and pressures in refinery environments, ensuring safe and smooth operation of processes.





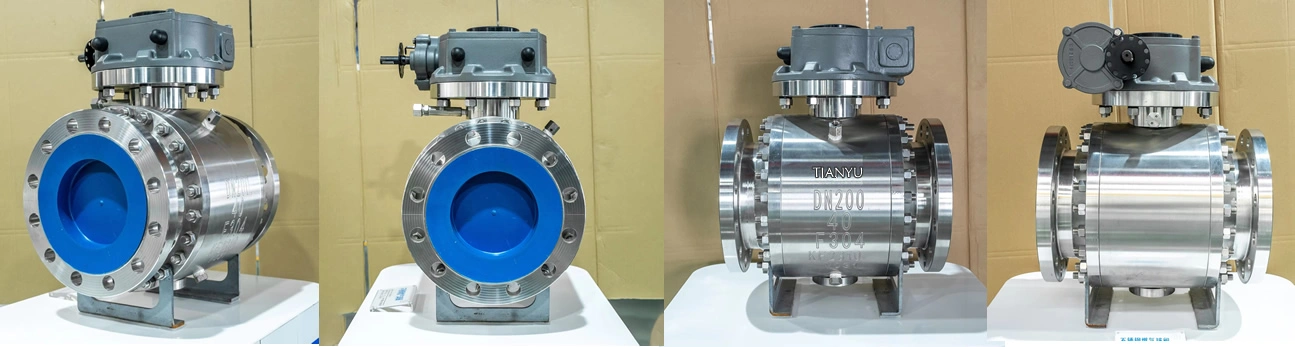
Port Size: DN50~DN500
Pressure Rating: Class 150~Class 600 / PN16~PN100
Design Standards: API 608, ASME B16.34, ASME B16.5, ISO 9001
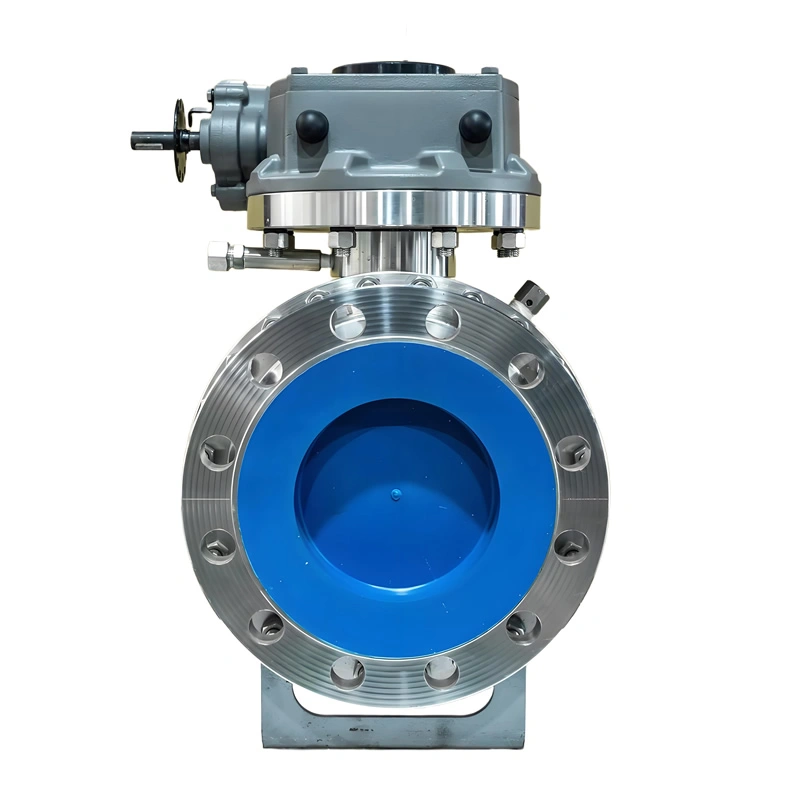
Body Material: 304SS (CF8), optional 316SS, duplex steel
End Connections: Flange (RF/RTJ, ASME B16.5), optional BW/SW
Structure: Fixed ball, pneumatic/electric/manual, hard/soft seal
Temp Range: -29℃~425℃ (hard seal), extendable to -196℃~550℃
Leakage Class: ANSI/FCI Class IV (hard seal), Class VI (soft seal)
Hydro Test: 1.5×rated pressure (shell), 1.1×rated pressure (seat)
Seal Material: Stellite 6, PTFE/RPTFE
Media: Gas, water, oil, chemicals
Certifications: API 598, CE, ATEX (optional), NACE MR0175 (optional)




A warranty of 18 months after delivery or 12 months after installation is provided by TianYu for all supplied valves.

General lead time is around 8 weeks(conventional valves) with high efficient production process and regular expedition procedure.

With A quality but cost-effective supply chain, we offer client with reasonable price and low aftersales cost, to build a healthy and long term partnership.

From early bidding to final shipment we have a professional team standby to support client on commercial, technical, quality and transportation issues.

In the petrochemical industry, valves are used to control fluid flow, pressure, and prevent accidents. They are capable of enduring high temperatures and pressures in refinery environments, ensuring safe and smooth operation of processes.

In the power industry, valves are used to control the flow of steam, water, and oil. Globe valves and gate valves in steam pipelines ensure smooth steam transportation, while butterfly valves are commonly used to regulate flow.

In the food and beverage industry, valves are used for fluid transportation and control. These valves need to meet sanitary standards to ensure the safety and quality of food products.

In the environmental protection sector, valves are used in wastewater treatment systems to control the discharge of sewage, ensuring the effectiveness of wastewater treatment. They play an important role in environmental protection and sustainable development.







Tianyu Professional China Valve Manufacturers and Supplier Conforming ISO APl CE certification standards
Send us a message if you have any questions or request a quote. Our experts will give you a reply within 24 hours and help you select the right valve you want.

Founded in 2009, Wenzhou Tianyu Valve Technology Co., Ltd. is a professional valve enterprise integrating design, development, production, and sales services, located in the hometown of Chinese valves – Oubei Town, Wenzhou.
Copyright@2026 Tianyu Valve CO.,LTD. Sitemap All rights reserved.

