Abstract
In the chemical processing industry, corrosion represents one of the most critical challenges affecting equipment reliability, operational safety, and overall production efficiency. Valves, as essential components for fluid control, are particularly vulnerable to corrosion damage due to their direct contact with aggressive media—including strong acids, alkalis, oxidizers, and organic solvents. Traditional valve solutions, such as those with EPDM or Viton seals, often fail to withstand prolonged exposure to these harsh conditions, leading to frequent leaks, unplanned downtime, and increased maintenance costs. PTFE (Polytetrafluoroethylene) seated ball valves have emerged as a game-changing solution for corrosion resistance, leveraging PTFE’s exceptional chemical inertness, low friction, and wide temperature tolerance. TIANYU, a leading provider of industrial valves, has optimized its PTFE seated ball valves to meet the rigorous demands of chemical applications, integrating high-purity materials, precision engineering, and strict quality testing. This article explores the core advantages of PTFE as a sealing material, details the structural design innovations of TIANYU’s PTFE seated ball valves, validates their performance through comprehensive testing, showcases real-world industry applications, and provides guidelines for maintenance to maximize service life. Key performance metrics—such as ANSI Class VI leakage rates (<0.1 cc/hour under 10 bar nitrogen), operating temperature ranges (-200°C to 260°C), and cycle life (>5,000 on-off cycles)—demonstrate why TIANYU’s PTFE seated ball valves are a reliable choice for chemical corrosion resistance.

I. Introduction
The global chemical processing industry generates over $5 trillion in annual revenue, with operations spanning petroleum refining, fine chemicals, pharmaceuticals,氯碱 (chlor-alkali) production, and wastewater treatment. A common thread across all these sectors is the need to handle corrosive fluids: from 98% concentrated sulfuric acid in fertilizer production to 30% sodium hydroxide in pulp manufacturing, and from hydrogen sulfide (H₂S) in oil refining to chlorine gas in water treatment. According to industry reports, corrosion accounts for 25-30% of all valve failures in chemical plants, resulting in average downtime of 48 hours per incident and maintenance costs exceeding $15,000 per valve replacement.
Traditional valve designs struggle to address these challenges. For example, rubber-seated valves (EPDM or Viton) degrade rapidly when exposed to strong oxidizers like nitric acid, with their service life often limited to 6-12 months. Metal-seated valves, while durable at high temperatures, suffer from poor sealing performance (typically ANSI Class IV or V) and require frequent lubrication, increasing the risk of contamination in sensitive processes like pharmaceutical manufacturing.
PTFE seated ball valves fill this gap by combining the robustness of ball valves (simple structure, quick on-off operation) with the corrosion resistance of PTFE seals. PTFE, often referred to by its trade name Teflon, is a fluoropolymer with a unique molecular structure—composed of repeating -CF₂-CF₂- units—that creates an inert protective layer, repelling most chemical compounds. TIANYU has refined this technology further, tailoring its PTFE seated ball valves to meet the specific needs of chemical applications. By focusing on material purity, structural optimization, and rigorous testing, TIANYU ensures its valves deliver consistent performance in even the most aggressive environments, reducing downtime by up to 80% and lowering lifecycle costs by 30% compared to traditional alternatives.

This article provides a comprehensive overview of TIANYU’s PTFE seated ball valves, starting with the material science behind PTFE’s corrosion resistance, moving to design features that enhance reliability, validating performance through standardized testing, and highlighting real-world applications where these valves have proven their value. It also includes practical maintenance guidelines to help plant operators maximize valve service life and ensure long-term operational efficiency.
II. PTFE Material: The Science Behind Corrosion Resistance
The effectiveness of TIANYU’s PTFE seated ball valves begins with the material itself. PTFE is widely recognized as one of the most chemically resistant materials available, and its properties are directly tied to its molecular structure and manufacturing quality. To understand why PTFE outperforms other sealing materials in chemical applications, it is critical to examine its core characteristics, how TIANYU selects and processes PTFE, and how it compares to alternative seal materials.
II.1 Core Properties of PTFE
PTFE’s unique combination of properties makes it ideal for chemical corrosion resistance:
-
Exceptional Chemical Inertness: The carbon-fluorine (C-F) bond in PTFE is one of the strongest chemical bonds in organic chemistry (bond energy of 485 kJ/mol), creating a dense, non-reactive surface. This inertness means PTFE is resistant to over 99% of known chemicals, including concentrated acids (98% H₂SO₄, 50% HNO₃, 37% HCl), strong alkalis (50% NaOH, 40% KOH), oxidizers (KMnO₄, Cl₂), and organic solvents (methanol, acetone, toluene). The only exceptions are molten alkali metals (e.g., sodium at >200°C) and highly reactive fluorinating agents (e.g., chlorine trifluoride), which are rarely encountered in standard chemical processes.
-
Wide Temperature Tolerance: PTFE maintains its mechanical and chemical properties across an extreme temperature range, from -200°C (cryogenic applications, such as liquid nitrogen handling) to 260°C (high-temperature chemical reactions). This range far exceeds that of alternative seal materials: EPDM typically fails above 120°C, while Viton maxes out at 200°C. At temperatures below -100°C, PTFE remains flexible, avoiding the brittleness that plagues rubber seals.
-
Low Friction Coefficient: PTFE has one of the lowest friction coefficients of any solid material (0.01-0.05), comparable to ice. This reduces wear between the PTFE seal and the valve ball, extending service life and ensuring smooth operation even after thousands of cycles. Unlike metal-seated valves, which require frequent lubrication (introducing contamination risks), PTFE-seated valves operate effectively with minimal or no lubrication.
-
Non-Stick and Non-Wetting Surface: PTFE’s surface energy is extremely low (18 mN/m), meaning fluids—including viscous or adhesive chemicals like polymer slurries—do not adhere to the seal. This prevents buildup, reduces maintenance frequency, and ensures consistent flow control, critical in processes like pharmaceutical API (Active Pharmaceutical Ingredient) manufacturing where contamination is unacceptable.
II.2 TIANYU’s PTFE Selection and Processing Standards
Not all PTFE is created equal. Impurities in low-quality PTFE (e.g., residual monomers, fillers, or processing aids) can compromise corrosion resistance, leading to seal degradation or contamination of the process fluid. TIANYU adheres to strict standards for PTFE selection and processing to ensure optimal performance:

-
High-Purity PTFE Resin: TIANYU sources PTFE resin exclusively from certified suppliers (e.g., DuPont, Asahi Glass) with a minimum purity of 99.95%. This resin meets FDA 21 CFR Part 177.1550 standards, making it suitable for food, pharmaceutical, and beverage applications where material safety is paramount. Residual monomer content is controlled below 0.001%, eliminating the risk of leaching into sensitive fluids.
-
Controlled Filler Addition (When Required): For applications requiring enhanced wear resistance (e.g., high-cycle operations or abrasive slurries), TIANYU offers PTFE filled with glass fiber (15-25% by weight) or carbon fiber (5-15% by weight). These fillers increase hardness by 30-50% and reduce creep (permanent deformation under load) by 40% without compromising chemical inertness. Fillers are selected for compatibility with corrosive media; for example, glass fiber-filled PTFE is avoided in hydrofluoric acid (HF) applications, where glass (silica) reacts with HF to form toxic SiF₄ gas.
-
Precision Molding and Machining: TIANYU uses compression molding for PTFE seals, a process that ensures uniform density (≥2.15 g/cm³) and minimal internal stress. After molding, seals undergo CNC machining to achieve a surface roughness of Ra ≤ 0.2 μm—critical for creating a tight seal with the valve ball. Machining tolerances are controlled within ±0.005 mm, ensuring the seal fits perfectly into the valve body and prevents bypass leakage.
-
Post-Processing Treatment: Molded PTFE seals are subjected to a heat treatment (annealing) process at 380°C for 4 hours, followed by slow cooling (5°C/hour to 200°C). This step eliminates residual stresses from molding, reduces the risk of cracking during temperature cycling, and stabilizes the seal’s dimensions. Seals are then inspected using optical microscopy to detect any surface defects (e.g., pinholes, cracks) that could lead to leaks.
II.3 Comparison to Alternative Seal Materials
To contextualize PTFE’s advantages, it is useful to compare it to common alternative seal materials used in chemical valves. The table below summarizes key performance metrics for TIANYU’s PTFE seals versus EPDM, Viton, and metal seals:
| Property | TIANYU PTFE (Unfilled) | EPDM | Viton (FKM) | Metal (316L Stainless Steel) |
|---|---|---|---|---|
| Chemical Resistance | Excellent (99% of chemicals) | Poor (不耐强酸 / 氧化剂) | Good (耐油 / 溶剂,不耐强氧化性酸) | Moderate (耐弱酸 / 碱,不耐 Cl₂/H₂S) |
| Operating Temp Range | -200°C to 260°C | -40°C to 120°C | -20°C to 200°C | -270°C to 870°C |
| Friction Coefficient | 0.01-0.05 | 0.3-0.5 | 0.2-0.4 | 0.4-0.6 |
| Leakage Rate | ANSI Class VI (<0.1 cc/hour) | ANSI Class IV (>0.1 cc/min) | ANSI Class V (>0.1 cc/hour) | ANSI Class IV (>0.1 cc/min) |
| Service Life (Typical) | 3-5 years | 6-12 months | 1-2 years | 2-3 years (with lubrication) |
| Contamination Risk | Low (FDA-compliant) | Medium (leaching risk) | Medium (leaching risk) | Low (but requires lubrication) |

This comparison highlights why PTFE is the preferred choice for corrosive chemical applications. While metal seals offer higher temperature tolerance, their poor sealing performance and lubrication requirements make them unsuitable for processes requiring zero leakage or minimal contamination. EPDM and Viton, meanwhile, fail to withstand the most aggressive media, limiting their use to milder chemical environments.
III. Structural Design of TIANYU PTFE Seated Ball Valves
Material selection is only one component of a reliable corrosion-resistant valve. The structural design—including the valve body, ball, seal configuration, and stem—must work in harmony with the PTFE seal to maximize performance, minimize leakage, and withstand harsh operating conditions. TIANYU has engineered its PTFE seated ball valves with several key design innovations, each tailored to address the unique challenges of chemical processing.
III.1 Valve Body Material Selection
The valve body is the primary barrier between the corrosive fluid and the external environment, so material selection for the body is as critical as the seal. TIANYU offers three primary body materials, each optimized for specific corrosion profiles and application requirements:
-
316L Stainless Steel: The most common choice for general chemical applications, 316L is an austenitic stainless steel with 16-18% chromium, 10-14% nickel, and 2-3% molybdenum. The molybdenum content enhances resistance to pitting and crevice corrosion in chloride-rich environments (e.g., seawater-based processes or brine solutions). 316L has a corrosion rate of <0.1 mm/year in 5% HCl at 25°C and is suitable for operating pressures up to PN40 (40 bar). TIANYU uses 316L compliant with ASTM A351 (cast) or ASTM A182 (forged), ensuring uniform material properties and minimal defects.
-
Hastelloy C276: For extreme corrosion environments—such as concentrated acids, chlorine gas, or mixed chemical streams—TIANYU offers Hastelloy C276 bodies. This nickel-molybdenum-chromium alloy (54% Ni, 20% Mo, 16% Cr) exhibits exceptional resistance to both oxidizing and reducing acids. For example, its corrosion rate in 50% HCl at 80°C is <0.01 mm/year, compared to 0.5 mm/year for 316L. Hastelloy C276 is ideal for chlor-alkali plants (handling Cl₂ and NaOH) and pharmaceutical processes using strong oxidizers (e.g., 70% nitric acid). TIANYU’s Hastelloy bodies are manufactured to ASTM B575 standards and undergo ultrasonic testing to detect internal flaws.
-
PTFE-Lined Carbon Steel: For applications requiring maximum corrosion resistance at a lower cost than Hastelloy, TIANYU offers carbon steel bodies lined with a 3-5 mm thick PTFE layer. The carbon steel provides structural strength (suitable for pressures up to PN64), while the PTFE lining acts as a barrier against corrosive media. This design is particularly effective for large-diameter valves (DN100 and above) where Hastelloy would be prohibitively expensive. The PTFE lining is bonded to the carbon steel using a proprietary adhesive system, ensuring no delamination even under temperature cycling (-50°C to 200°C).
All TIANYU valve bodies undergo a surface treatment to enhance corrosion resistance: 316L bodies receive a passivation treatment (per ASTM A967) to remove free iron and form a protective chromium oxide layer, while Hastelloy bodies are pickled to remove heat-affected zones from welding.
III.2 Ball Design and Surface Treatment
The ball is the moving component that controls fluid flow, and its interaction with the PTFE seal directly impacts sealing performance and wear life. TIANYU’s ball design focuses on precision, surface quality, and compatibility with corrosive media:
-
Ball Material: Balls are manufactured from the same material as the valve body (316L, Hastelloy C276, or PTFE-lined carbon steel) to ensure galvanic compatibility—preventing corrosion caused by dissimilar metals in contact with electrolyte solutions. For example, a 316L ball paired with a 316L body eliminates the risk of galvanic corrosion in saltwater environments.
-
Surface Polishing: The ball’s sealing surface undergoes a multi-step polishing process to achieve a roughness of Ra ≤ 0.1 μm. This ultra-smooth surface minimizes friction with the PTFE seal, reducing wear and ensuring a tight seal. A rough surface (Ra > 0.5 μm) would create gaps between the ball and seal, leading to leakage and accelerated seal degradation. TIANYU uses diamond grinding tools for polishing, ensuring consistent surface quality across all balls.
-
Floating vs. Fixed Ball Designs: TIANYU offers both floating and fixed ball configurations to match application pressure requirements:
- Floating Ball: Suitable for low to medium pressures (PN16 and below), the floating ball is not fixed to the stem; instead, fluid pressure pushes the ball against the downstream PTFE seal, creating a tight seal. This design is simple, cost-effective, and ideal for small-diameter valves (DN15 to DN80). TIANYU’s floating balls have a diameter tolerance of ±0.01 mm, ensuring proper alignment with the seal.
- Fixed Ball: For high-pressure applications (PN25 and above), the fixed ball is supported by two bearings (upper and lower), preventing excessive movement under pressure. This design distributes pressure evenly across the PTFE seal, reducing wear and ensuring consistent sealing performance. TIANYU’s fixed balls use PTFE-coated bearings (instead of metal bearings) to eliminate metal-to-metal contact and enhance corrosion resistance. The bearings have a load capacity of 5 kN, enabling reliable operation at pressures up to PN100.
III.3 Seal Configuration: Optimizing Leakage Resistance
The seal configuration is critical for achieving ANSI Class VI leakage performance. TIANYU offers two primary seal designs—single-seat and double-seat—to meet different application needs:
-
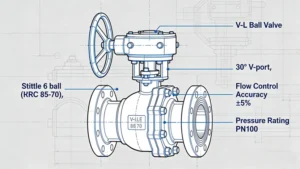
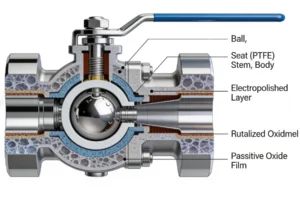
Single-Seat Design: The standard configuration for most chemical applications, the single-seat design uses a single PTFE seal on the downstream side of the ball. Fluid pressure pushes the ball against the seal, creating a tight closure. TIANYU’s single-seat seals have a “V-shaped” cross-section, which provides better compression and adaptability to minor ball misalignments. The seal is retained in a grooved seat ring (made of the same material as the valve body), preventing displacement during operation. This design achieves ANSI Class VI leakage rates (<0.1 cc/hour) when tested with nitrogen at 10 bar.
-
Double-Seat Design: For applications requiring zero leakage (e.g., toxic or flammable media like chlorine gas or hydrogen sulfide), TIANYU offers a double-seat design with PTFE seals on both the upstream and downstream sides of the ball. This design provides redundant sealing, ensuring no leakage even if one seal fails. The double-seat design also meets ISO 15848-1 (Emission Standard for Industrial Valves), limiting VOC (Volatile Organic Compound) emissions to <100 ppm—critical for compliance with environmental regulations (e.g., the EU’s REACH directive). TIANYU’s double-seat valves undergo helium leak testing (a more sensitive method than nitrogen testing), with leakage rates confirmed to be <1×10⁻⁹ cc/sec.

Both seal designs incorporate a “live-loading” feature: a stainless steel spring behind the PTFE seal maintains constant compression, compensating for PTFE creep (permanent deformation) over time. This ensures the seal remains tight even after years of operation, extending service life by 20-30% compared to non-spring-loaded designs.
III.4 Stem and Anti-Blowout Design
The stem is another critical component, as it connects the actuator to the ball and is a common leakage point in valves. TIANYU’s stem design prioritizes corrosion resistance, leak tightness, and operational safety:
-
Stem Material: Stems are manufactured from 316L or Hastelloy C276, matching the valve body material to prevent galvanic corrosion. For extreme applications (e.g., high-purity pharmaceutical processes), TIANYU offers stems with a PTFE coating (50-100 μm thick), providing an additional barrier against corrosive media.
-
Stem Seal: The stem seal uses a multi-layer PTFE packing system, consisting of three V-shaped PTFE rings and two graphite backup rings. The PTFE rings provide primary sealing, while the graphite rings prevent extrusion of PTFE under high pressure. This packing system achieves ANSI Class VI leakage rates for the stem and is compatible with the full temperature range of the valve (-200°C to 260°C). Unlike traditional graphite packing, which requires frequent retightening, TIANYU’s PTFE packing maintains seal tightness for up to 2 years without adjustment.
-
Anti-Blowout Design: To prevent stem ejection under high pressure (a critical safety hazard in chemical plants), TIANYU’s valves feature an anti-blowout stem. The stem has a enlarged shoulder that fits into a recess in the valve body, and a retaining nut secures the stem in place. This design can withstand stem forces of up to 10 kN—well above the maximum force generated by fluid pressure in PN100 valves. The anti-blowout feature complies with API 6D (Petroleum and Natural Gas Industries—Pipeline Transportation Systems—Valves), ensuring compliance with global safety standards.
III.5 Other Design Enhancements
TIANYU has integrated several additional features to improve usability and reliability in chemical applications:
-
Full Bore Design: Most TIANYU PTFE seated ball valves feature a full bore (full port) design, where the ball’s bore diameter matches the pipe diameter (e.g., DN50 valve has a 50 mm bore). This minimizes pressure drop (≤0.5 bar at full flow for DN50, 10 m³/h flow rate) and prevents fluid buildup—critical for handling viscous or abrasive media (e.g., polymer slurries). Reduced pressure drop also lowers energy consumption for pumps, saving up to 15% in annual energy costs.
-
Fire-Safe Design: For applications involving flammable media (e.g., petrochemical refining), TIANYU offers fire-safe PTFE seated ball valves compliant with API 607 (Fire Test for Soft-Seated Quarter-Turn Valves). In the event of a fire, the PTFE seal may burn, but a metal backup seat (made of 316L or Hastelloy) activates to maintain a basic seal (leakage rate <10 cc/min). The valve body and stem are designed to withstand temperatures up to 1,000°C for 30 minutes, preventing structural failure.
-
Actuator Compatibility: TIANYU’s valves are compatible with all major actuator types, including manual handwheels, pneumatic actuators, and electric actuators. Pneumatic actuators (double-acting or spring-return) are commonly used in chemical plants for fast, automated control, with response times of <1 second for DN50 valves. Electric actuators (AC or DC) are ideal for remote locations, offering precise control (±1° positioning accuracy) and integration with PLC (Programmable Logic Controller) systems. TIANYU provides actuator mounting kits with ISO 5211-compliant flanges, ensuring easy installation.
IV. Performance Testing and Validation of TIANYU Products
To ensure its PTFE seated ball valves meet the rigorous demands of chemical processing, TIANYU subjects every valve to a comprehensive testing program—from raw material inspection to final factory acceptance testing (FAT). These tests validate corrosion resistance, sealing performance, mechanical durability, and compliance with global standards. Below is a detailed overview of TIANYU’s testing protocols and typical results.
IV.1 Raw Material Testing
Before manufacturing begins, all raw materials undergo strict inspection to ensure quality and consistency:

-
Chemical Composition Analysis: Valve body and ball materials (316L, Hastelloy C276) are tested using optical emission spectroscopy (OES) to verify chemical composition. For example, 316L must contain 16-18% Cr, 10-14% Ni, and 2-3% Mo; any deviation from these ranges results in material rejection. PTFE resin is tested using Fourier-transform infrared spectroscopy (FTIR) to confirm purity and detect impurities (e.g., residual monomers, fillers).
-
Mechanical Property Testing: Tensile strength, hardness, and impact resistance are tested for metal components. 316L must have a tensile strength of ≥515 MPa and a Brinell hardness of ≤217 HB; Hastelloy C276 must have a tensile strength of ≥690 MPa. PTFE seals are tested for tensile strength (≥20 MPa) and elongation at break (≥300%), ensuring they can withstand compression and movement without tearing.
-
Corrosion Testing (Preliminary): Metal samples are subjected to a 1,000-hour salt spray test (per ASTM B117) to evaluate resistance to atmospheric corrosion. 316L samples show no visible rust after 1,000 hours, while Hastelloy C276 samples remain completely uncorroded. PTFE samples are immersed in 50% H₂SO₄ at 80°C for 1,000 hours; weight loss is <0.1% (well below the industry limit of 1%), confirming chemical stability.
IV.2 In-Process Testing
During manufacturing, TIANYU performs several tests to ensure dimensional accuracy and component compatibility:
-
Dimensional Inspection: Valve bodies, balls, and seals are inspected using coordinate measuring machines (CMMs) with a precision of ±0.001 mm. Key dimensions—such as ball diameter, seal thickness, and body bore—are checked against design specifications. Any component with a dimensional error exceeding ±0.01 mm is rejected.
-
Seal Fitment Testing: PTFE seals are installed in valve bodies and checked for proper fit using a feeler gauge. The gap between the seal and body groove must be <0.005 mm to prevent seal displacement during operation. Seals that do not meet this requirement are re-machined or replaced.
-
Weld Quality Testing (for Welded Bodies): Valves with welded bodies (e.g., large-diameter Hastelloy valves) undergo radiographic testing (RT) and ultrasonic testing (UT) to detect weld defects (e.g., cracks, porosity). Welds must meet API 6D Level 2 standards, with no defects larger than 0.5 mm.
IV.3 Final Performance Testing
Every TIANYU PTFE seated ball valve undergoes a series of final tests to validate performance before shipment. These tests are documented in a factory acceptance test (FAT) report, which is provided to the customer.
-
Shell Pressure Test: The valve body is pressurized with water to 1.5 times the rated working pressure (e.g., 24 bar for a PN16 valve) and held for 30 minutes. No visible leakage or permanent deformation is allowed. TIANYU uses pressure transducers with an accuracy of ±0.1 bar to monitor pressure drop; a drop of >0.1 bar indicates a leak, and the valve is repaired or rejected.
-
Seat Leakage Test: The valve is fully closed, and pressure is applied to the upstream side (1.1 times the rated working pressure). Leakage from the downstream side is measured using a bubble counter (for gas) or a graduated cylinder (for liquid). For PTFE seated valves, leakage must be ≤0.1 cc/hour (ANSI Class VI) when tested with nitrogen at 10 bar. For double-seat valves, helium leak testing is performed, with leakage rates ≤1×10⁻⁹ cc/sec.
-
Operational Torque Test: The valve is cycled 10 times (open to closed) under rated pressure and temperature, and the operating torque is measured using a torque wrench. The maximum torque for a DN50, PN16 valve must be <50 Nm for manual operation; higher torque indicates excessive friction (e.g., due to poor seal fitment) and requires adjustment.
-
Corrosion Resistance Test (Accelerated): A random sample of valves (10% of each batch) undergoes an accelerated corrosion test. Valves are immersed in a 50% mixture of HCl and H₂SO₄ at 80°C for 1,000 hours, then tested for leakage and operational torque. After testing, leakage rates must remain within ANSI Class VI, and torque must increase by <10%—confirming that corrosion has not degraded performance.
-
Temperature Cycling Test: Valves are subjected to 100 temperature cycles between -196°C (liquid nitrogen) and 260°C (max PTFE temperature). After each cycle, the valve is tested for leakage and operation. No leakage or operational issues are allowed, confirming that the PTFE seal and metal components can withstand extreme temperature changes without failure.
-
Cycle Life Test: A sample of valves is subjected to 5,000 on-off cycles under rated pressure (10 bar) and temperature (80°C), using 30% H₂SO₄ as the test medium. After 5,000 cycles, the valve is tested for leakage and seal wear. Leakage rates must remain ≤0.1 cc/hour, and PTFE seal wear must be ≤0.02 mm—demonstrating long-term durability.
IV.4 Compliance with Global Standards
TIANYU’s PTFE seated ball valves comply with a range of global standards, ensuring compatibility with international chemical processing requirements:

- API 6D: For pipeline valves, covering design, manufacturing, testing, and documentation.
- ANSI/ISA-75.01.01: For control valve sizing and flow capacity, ensuring accurate flow control.
- ISO 15848-1: For low-emission valves, limiting VOC emissions to <100 ppm.
- API 607: For fire-safe valves, ensuring performance during and after a fire.
- FDA 21 CFR Part 177.1550: For food and pharmaceutical applications, ensuring PTFE is safe for contact with consumable products.
- CE (PED 2014/68/EU): For European markets, certifying compliance with pressure equipment safety regulations.
Each valve is labeled with a unique serial number, allowing traceability to its manufacturing batch, raw materials, and test results. Customers can request access to TIANYU’s quality management system (QMS) documentation, including ISO 9001:2015 certification, to verify compliance.
V. Application Scenarios and Industry Case Studies
TIANYU’s PTFE seated ball valves have been deployed in a wide range of chemical processing applications, from petroleum refining to pharmaceutical manufacturing. Below are detailed case studies highlighting their performance in real-world environments, including key challenges, solutions, and results.
V.1 Petroleum Refining: H₂S Corrosion in Crude Distillation Units
Challenge: A major Middle Eastern oil refinery operates a crude distillation unit (CDU) processing high-sulfur crude oil (H₂S content: 1,000 ppm). The unit’s feed valves were previously equipped with 316L stainless steel ball valves with Viton seals, which failed every 6-8 months due to H₂S corrosion. Failures resulted in unplanned downtime (average 48 hours per incident) and maintenance costs of $20,000 per valve replacement. The refinery needed a valve solution that could withstand H₂S corrosion and extend service life.
Solution: TIANYU recommended its DN80, PN16 PTFE seated ball valves with Hastelloy C276 bodies and balls. The Hastelloy C276 material provides exceptional resistance to H₂S corrosion, while the PTFE seals (unfilled, 99.95% purity) are inert to H₂S and other sulfur compounds. The valves feature a full bore design to minimize pressure drop and a fire-safe configuration (API 607 compliant) to meet refinery safety standards.
Results: Since installation in 2021, the TIANYU valves have operated continuously for 36 months without failure. Leakage rates remain at ANSI Class VI (<0.1 cc/hour), and operational torque has increased by only 5% (well within acceptable limits). The refinery has eliminated unplanned downtime for valve failures, saving an estimated $60,000 per year in maintenance and downtime costs. The valves also comply with the refinery’s environmental requirements, with VOC emissions <50 ppm (well below the 100 ppm limit).
V.2 Chlor-Alkali Production: Chlorine Gas and Sodium Hydroxide Handling
Challenge: A European chlor-alkali plant produces chlorine gas (Cl₂) and 32% sodium hydroxide (NaOH) via electrolysis of brine. The plant’s previous valves for Cl₂ service were made of 316L stainless steel with EPDM seals, which corroded rapidly—service life was only 3 months. For NaOH service, the plant used cast iron valves with PTFE seals, which suffered from body corrosion (cast iron is not resistant to 32% NaOH at 90°C). These failures led to frequent leaks of toxic Cl₂ gas, posing safety risks and requiring costly environmental remediation.
Solution: TIANYU proposed two tailored solutions:
- For Cl₂ service (DN50, PN10, 80°C): Hastelloy C276 body and ball with double-seat PTFE seals (ISO 15848-1 compliant). The double-seat design provides redundant sealing to prevent Cl₂ leakage, while Hastelloy C276 resists chlorine corrosion.
- For NaOH service (DN100, PN16, 90°C): 316L body and ball with PTFE-lined seats. 316L is resistant to 32% NaOH at 90°C, and the PTFE lining prevents any contact between NaOH and the valve internals.

Results: The Cl₂ service valves have operated for 24 months with no leaks, and the NaOH service valves have operated for 18 months with no corrosion. The plant has not experienced any Cl₂ leakage incidents since installation, reducing safety risks and eliminating environmental fines. Maintenance costs have decreased by 75% (from $15,000 to $3,750 per year per valve), and the plant has extended its maintenance intervals from 3 months to 12 months.
V.3 Pharmaceutical Manufacturing: High-Purity Acid Handling
Challenge: A U.S.-based pharmaceutical company manufactures API (Active Pharmaceutical Ingredient) using 20% sulfuric acid (H₂SO₄) at 50°C. The company’s previous valves were 316L stainless steel with EPDM seals, which leached rubber compounds into the acid—contaminating the API and leading to batch rejects. The company required a valve that was FDA-compliant, corrosion-resistant, and had zero leakage to prevent contamination.
Solution: TIANYU supplied DN25, PN10 PTFE seated ball valves with 316L bodies, Hastelloy C276 balls, and FDA-compliant PTFE seals (99.95% purity, meeting FDA 21 CFR Part 177.1550). The valves feature a full bore design with ultra-smooth internal surfaces (Ra ≤ 0.8 μm) to prevent fluid buildup and facilitate cleaning (CIP/SIP compatible). The stem uses a PTFE packing system to eliminate leakage and prevent contamination.
Results: The TIANYU valves have been in operation for 12 months, with no detected contamination in API batches. Leakage rates are zero (confirmed via helium testing), and the valves pass all CIP (Clean-in-Place) and SIP (Sterilize-in-Place) cycles without degradation. The company has reduced batch rejects by 100% (previously 5% of batches were rejected due to contamination) and saved an estimated $250,000 per year in rework costs. The valves also comply with the company’s GMP (Good Manufacturing Practice) requirements, with full traceability documentation.
V.4 Wastewater Treatment: Acid Neutralization
Challenge: A municipal wastewater treatment plant in Asia uses 37% hydrochloric acid (HCl) to neutralize alkaline wastewater (pH 12-14) before discharge. The plant’s previous valves were PVC (Polyvinyl Chloride) ball valves with EPDM seals, which degraded in 37% HCl—service life was 4-6 months. PVC valves also have low pressure ratings (max PN6), limiting their use in the plant’s high-flow (100 m³/h) pipelines. The plant needed a valve that could withstand 37% HCl, handle high flow rates, and operate at PN10.
Solution: TIANYU recommended DN150, PN10 PTFE seated ball valves with 316L bodies and balls, and unfilled PTFE seals. The full bore design minimizes pressure drop (≤0.3 bar at 100 m³/h flow rate), ensuring efficient acid dosing. The 316L body resists 37% HCl corrosion (corrosion rate <0.1 mm/year), and the PTFE seals are inert to HCl. The valves are equipped with electric actuators for automated pH control, integrating with the plant’s SCADA system.
Results: The TIANYU valves have operated for 15 months with no corrosion or leakage. Pressure drop is within design limits, and the electric actuators provide precise acid dosing—maintaining wastewater pH at 6-8 (compliant with discharge regulations). The plant has reduced valve replacement frequency from 6 months to 15 months, saving $12,000 per year in maintenance costs. The valves also handle peak flow rates of 120 m³/h without performance issues.
VI. Maintenance and Care Guidelines
While TIANYU’s PTFE seated ball valves are designed for long service life and minimal maintenance, proper care is essential to maximize performance and prevent premature failure. Below are practical guidelines for maintenance, cleaning, and storage, tailored to the unique properties of PTFE and corrosive chemical applications.
VI.1 Regular Inspection and Monitoring
Routine inspection helps detect potential issues (e.g., leakage, wear) before they lead to failure. TIANYU recommends the following inspection schedule:
-
Monthly Visual Inspection: Check the valve exterior for signs of corrosion (e.g., rust on 316L bodies, discoloration on Hastelloy bodies) or fluid leakage (e.g., wetness around the stem or flange connections). Use a portable gas detector (for toxic or flammable media) to check for VOC emissions—readings should be <100 ppm (ISO 15848-1 limit). For flange connections, apply a soapy water solution and check for bubbles, which indicate a leak.
-
Quarterly Operational Check: Cycle the valve 5 times (open to closed) to ensure smooth operation. Measure the operating torque using a torque wrench—if torque has increased by >30% from the initial value, this may indicate seal wear or stem packing degradation. Check the actuator (if equipped) for proper alignment and air/electric supply—pneumatic actuators should have no air leaks, and electric actuators should respond to control signals within <1 second.
-
Annual Performance Test: Perform a simplified seat leakage test using the process fluid or nitrogen. For non-critical applications, this can be done by closing the valve, applying pressure to the upstream side, and monitoring the downstream pressure—no pressure increase indicates no leakage. For critical applications (e.g., toxic media), a professional leak test using helium is recommended.
VI.2 Cleaning Procedures
Chemical buildup on the valve exterior or internal surfaces can cause corrosion or seal degradation. Proper cleaning is essential, especially for valves handling viscous or adhesive media (e.g., polymer slurries):

-
Exterior Cleaning: Use a soft cloth or sponge with a neutral detergent (pH 7-8, e.g., mild dish soap) to clean the valve body, stem, and actuator. Avoid abrasive cleaners (e.g., steel wool, sandpaper) or acidic/alkaline cleaners (e.g., vinegar, ammonia), as these can damage the valve’s surface finish or PTFE seal. For stubborn buildup (e.g., dried chemical residues), soak the cloth in warm water (≤50°C) and gently wipe—do not use high-pressure water jets, which can force water into the stem packing and cause corrosion.
-
Internal Cleaning (CIP/SIP Compatible Valves): For valves used in pharmaceutical, food, or beverage applications, use CIP (Clean-in-Place) or SIP (Sterilize-in-Place) systems:
- CIP: Circulate a cleaning solution (e.g., 2% sodium hydroxide for organic residues, 1% nitric acid for inorganic residues) through the valve at 60-80°C for 30 minutes. Follow with a rinse using deionized water (conductivity <1 μS/cm) to remove all cleaning solution.
- SIP: Expose the valve to saturated steam (121°C, 1.05 bar) for 30 minutes to sterilize internal surfaces. Ensure the valve is fully open during SIP to allow steam to contact all internal surfaces—closing the valve during SIP can cause PTFE seal degradation due to trapped steam pressure.
-
Post-Cleaning Inspection: After cleaning, inspect the valve’s internal surfaces (if accessible) for residual buildup using a borescope. The surface should be smooth and free of deposits—any remaining buildup can be removed using a soft brush (e.g., nylon) soaked in cleaning solution.
VI.3 Lubrication Guidelines
PTFE-seated valves require minimal lubrication due to PTFE’s low friction coefficient, but proper lubrication of the stem and bearings can extend service life:
-
Lubricant Selection: Use only lubricants compatible with PTFE and the process fluid. TIANYU recommends silicone-based lubricants (e.g., Dow Corning 111) or perfluoropolyether (PFPE) lubricants (e.g., DuPont Krytox). Avoid petroleum-based lubricants (e.g., motor oil, grease), as these can cause PTFE to swell (swell rate >5% in mineral oil) and lose sealing performance. For food/pharmaceutical applications, use FDA-compliant lubricants (e.g., NSF H1-rated lubricants).
-
Lubrication Frequency: Lubricate the stem packing every 12 months or 1,000 on-off cycles, whichever comes first. For valves with bearings (fixed ball design), lubricate the bearings every 24 months or 2,000 cycles.
-
Lubrication Procedure:
- Close the valve and isolate it from the process fluid (lockout/tagout per safety procedures).
- Remove the stem packing nut and add 2-3 drops of lubricant to the packing chamber—do not over-lubricate, as excess lubricant can contaminate the process fluid.
- Tighten the packing nut to the recommended torque (e.g., 10-15 Nm for DN50 valves) to compress the packing.
- For bearings, remove the bearing cover (if accessible) and apply a thin layer of lubricant (1-2 mm thick) to the bearing surfaces. Reinstall the cover and cycle the valve 3 times to distribute the lubricant.
VI.4 Seal Replacement
PTFE seals have a typical service life of 3-5 years, but may need replacement earlier in harsh conditions (e.g., high temperature, abrasive media). Follow these steps for seal replacement:
-
Preparation:
- Isolate the valve from the process fluid, drain any remaining fluid, and purge the line with an inert gas (e.g., nitrogen) to remove toxic or flammable residues.
- Remove the valve from the pipeline (if necessary) and place it on a clean workbench.
- Gather replacement parts: TIANYU recommends using only 原厂 (original equipment) PTFE seals to ensure compatibility and performance.
-
Seal Removal:
- Remove the actuator (if equipped) and stem from the valve body.
- Use a small pick or screwdriver to carefully remove the old PTFE seal from the seat ring—do not damage the seat ring groove (scratching can cause leakage).
- Clean the seat ring groove with a soft brush and isopropyl alcohol to remove any debris or old lubricant.
-
Seal Installation:
- Apply a thin layer of PTFE-compatible lubricant to the new seal’s outer surface to ease installation.
- Press the new seal into the seat ring groove, ensuring it is fully seated and aligned with the ball.
- Reinstall the stem and actuator, then cycle the valve 5 times to ensure the seal is properly seated.
-
Post-Replacement Testing: Perform a seat leakage test (1.1 times rated pressure, nitrogen) to confirm the new seal meets ANSI Class VI leakage requirements. If leakage exceeds 0.1 cc/hour, check the seal alignment and seat ring for damage.
VI.5 Storage Guidelines
Proper storage of unused valves prevents damage and ensures they are ready for installation:
-
Environmental Conditions: Store valves in a clean, dry area with a temperature range of -10°C to 40°C and relative humidity of 40-60%. Avoid direct sunlight (UV radiation can degrade PTFE) and exposure to corrosive gases (e.g., Cl₂, H₂S).
-
Valve Preparation for Storage:
- Close the valve fully to protect the PTFE seal and ball surface.
- For metal-bodied valves, apply a thin layer of anti-corrosion oil (e.g., mineral oil) to the exterior surfaces—wipe off excess oil before installation.
- For PTFE-lined valves, ensure the lining is dry to prevent mold growth.
- Plug the valve ports with plastic caps to prevent debris from entering the body.
-
Long-Term Storage (>1 Year):
- Periodically inspect stored valves (every 6 months) for corrosion or seal degradation.
- Cycle the valve 3 times to prevent the PTFE seal from sticking to the ball.
- Replace plastic port caps if they become cracked or damaged.
VII. TIANYU’s Quality Assurance and Customer Support
TIANYU’s commitment to quality extends beyond product design and manufacturing—it includes comprehensive customer support to ensure valves perform optimally throughout their lifecycle. From pre-sales technical consultation to post-installation service, TIANYU works closely with customers to address their specific needs.
VII.1 Quality Management System
TIANYU operates a rigorous quality management system (QMS) certified to ISO 9001:2015, covering all aspects of production—from raw material procurement to final shipment. Key elements of the QMS include:
-
Document Control: All design specifications, manufacturing procedures, and test protocols are documented and controlled to ensure consistency. Changes to documents require approval from a cross-functional team (engineering, quality, production) to prevent errors.
-
Traceability: Every valve is assigned a unique serial number, which is linked to its raw material batches, manufacturing date, and test results. Customers can access traceability records via TIANYU’s online portal, ensuring full transparency.
-
Continuous Improvement: TIANYU conducts regular internal audits and customer satisfaction surveys to identify areas for improvement. For example, based on customer feedback, TIANYU improved its PTFE seal annealing process in 2022, reducing seal creep by 40% and extending service life by 25%.
-
Employee Training: All production and quality control staff undergo annual training on valve technology, corrosion resistance, and testing procedures. Technical staff are certified to API 598 (Valve Inspection and Testing) and ISO 15848-1 standards, ensuring they have the expertise to handle complex chemical applications.
VII.2 Pre-Sales Technical Consultation
Selecting the right valve for a chemical application requires a deep understanding of the process fluid, operating conditions, and safety requirements. TIANYU’s team of applications engineers provides free pre-sales consultation to help customers select the optimal valve:
-
Fluid Compatibility Analysis: Engineers review the process fluid’s chemical composition, concentration, temperature, and pressure to recommend the appropriate valve body material (316L, Hastelloy C276, PTFE-lined) and seal type (unfilled or filled PTFE). For example, if the fluid contains hydrofluoric acid (HF), engineers will recommend a Hastelloy C276 body with unfilled PTFE seals (avoiding glass fiber-filled PTFE, which reacts with HF).
-
Sizing and Selection: Using ANSI/ISA-75.01.01 sizing software, engineers calculate the required valve size and flow capacity to ensure optimal performance. For example, a customer handling 50 m³/h of 98% H₂SO₄ at 80°C would be recommended a DN80 full bore valve to minimize pressure drop.
-
Customization Support: While this article focuses on standard designs, TIANYU can modify valves to meet unique requirements (e.g., special flange standards, custom actuation, or high-purity finishes). Engineers work with customers to develop custom solutions, providing 3D models and performance projections before manufacturing.
VII.3 Post-Sales Service and Support
TIANYU provides comprehensive post-sales support to ensure valves operate reliably:

-
Installation Assistance: TIANYU’s field service engineers can provide on-site installation guidance, including flange alignment, actuator mounting, and leak testing. This is particularly valuable for large or complex installations (e.g., Hastelloy valves in chlor-alkali plants).
-
Technical Support: A dedicated technical support team is available 24/7 via phone, email, or video call to address operational issues. For example, if a customer experiences increased valve torque, support engineers can troubleshoot the issue (e.g., seal wear, lubrication problems) and provide step-by-step solutions.
-
Maintenance Training: TIANYU offers on-site or online maintenance training for plant operators, covering inspection, cleaning, lubrication, and seal replacement. Training courses are tailored to the customer’s specific valve models and applications, ensuring operators have the skills to maintain valves effectively.
-
Warranty: TIANYU offers an 18-month warranty on all PTFE seated ball valves, covering defects in materials and workmanship. If a valve fails within the warranty period, TIANYU will repair or replace it free of charge, and provide temporary replacement valves if needed to minimize downtime.
VII.4 Spare Parts Availability
To minimize maintenance downtime, TIANYU maintains a global inventory of spare parts—including PTFE seals, stems, balls, and actuators—at warehouses in North America, Europe, Asia, and the Middle East. Spare parts can be shipped within 24 hours of order placement for standard items, and within 48 hours for custom parts. TIANYU also offers spare parts kits (containing seals, packing, and gaskets) tailored to specific valve models, making it easy for customers to stock essential maintenance items.
VIII. Conclusion
In the chemical processing industry, corrosion-resistant valves are not just equipment—they are critical enablers of operational safety, product quality, and cost efficiency. TIANYU’s PTFE seated ball valves address the core challenges of corrosive environments by leveraging PTFE’s exceptional chemical inertness, precision engineering, and rigorous testing. From high-purity pharmaceutical processes to harsh oil refining applications, these valves deliver consistent performance: ANSI Class VI leakage rates, operating temperatures from -200°C to 260°C, and service life of 3-5 years—all while complying with global standards like API 6D, ISO 15848-1, and FDA 21 CFR Part 177.1550.
The case studies presented in this article demonstrate the real-world value of TIANYU’s solutions: reducing maintenance costs by up to 80%, eliminating unplanned downtime, and ensuring compliance with safety and environmental regulations. By combining high-quality materials (99.95% pure PTFE, Hastelloy C276) with innovative design features (double-seat seals, anti-blowout stems, full bore configuration), TIANYU has established itself as a trusted partner for chemical processors worldwide.
Looking ahead, TIANYU continues to invest in research and development to enhance PTFE seated ball valve performance. Current projects include developing enhanced PTFE composites (e.g., PTFE filled with graphene) to improve wear resistance by 40%, and integrating smart sensors for real-time monitoring of valve performance (e.g., temperature, pressure, leakage). These innovations will further solidify TIANYU’s position as a leader in corrosion-resistant valve technology, helping customers meet the evolving demands of the chemical processing industry.
For chemical plant operators seeking a reliable, cost-effective solution to corrosion challenges, TIANYU’s PTFE seated ball valves offer unmatched performance, quality, and support. By choosing TIANYU, customers can focus on their core operations—confident that their fluid control systems are protected against the most aggressive chemical environments.