I. Product Overview & Core Specifications
The TIANYU pneumatic actuated diaphragm valve represents a precision-engineered fluid control solution tailored for industrial process systems, designed to deliver reliable isolation and flow regulation in applications demanding zero leakage, corrosion resistance, and compatibility with abrasive or corrosive media. With a nominal diameter of DN40, this valve is optimized for medium-flow pipeline systems, offering a compact footprint while maintaining robust performance characteristics. Rated for a pressure class of PN10, it operates reliably at pressures up to 1.0 MPa, making it ideal for low-to-medium pressure applications in water treatment, chemical processing, and pharmaceutical manufacturing.
The valve body is constructed from WCB carbon steel, a material selected for its exceptional mechanical strength, impact resistance, and cost-effectiveness. Conforming to ASTM A216 standards, WCB exhibits a minimum tensile strength of 485 MPa and excellent ductility, enabling it to withstand cyclic pressure fluctuations, thermal shocks, and abrasive wear from particulate-laden fluids. This material choice ensures the valve maintains structural integrity over extended service life, even in harsh outdoor or industrial operating environments, while its weldability simplifies installation and retrofitting into existing pipeline systems.
Complementing the robust body, the valve seat and diaphragm are fabricated from EPDM (Ethylene Propylene Diene Monomer), a high-performance elastomer renowned for its exceptional chemical resistance, thermal stability, and sealing capabilities. EPDM resists degradation from water, steam, mild acids, alkalis, and a wide range of industrial chemicals, making it suitable for contact with potable water, wastewater, and non-oil-based process fluids. The soft-seated design achieves bubble-tight shutoff compliant with EN 12266 Class A, minimizing leakage to prevent product loss, environmental contamination, and safety hazards, while the diaphragm’s flexible structure enables precise flow modulation across the entire operating range.
For seamless integration into pipeline systems, the valve features a flanged connection design compliant with EN 1092-1 and GB/T 9112-9124 standards. Flanged connections provide a secure, leak-proof interface, allowing for easy assembly and disassembly during maintenance or system upgrades. The standardized flange dimensions and bolt patterns ensure interoperability with global piping systems, reducing installation time and costs while ensuring compatibility with existing infrastructure.
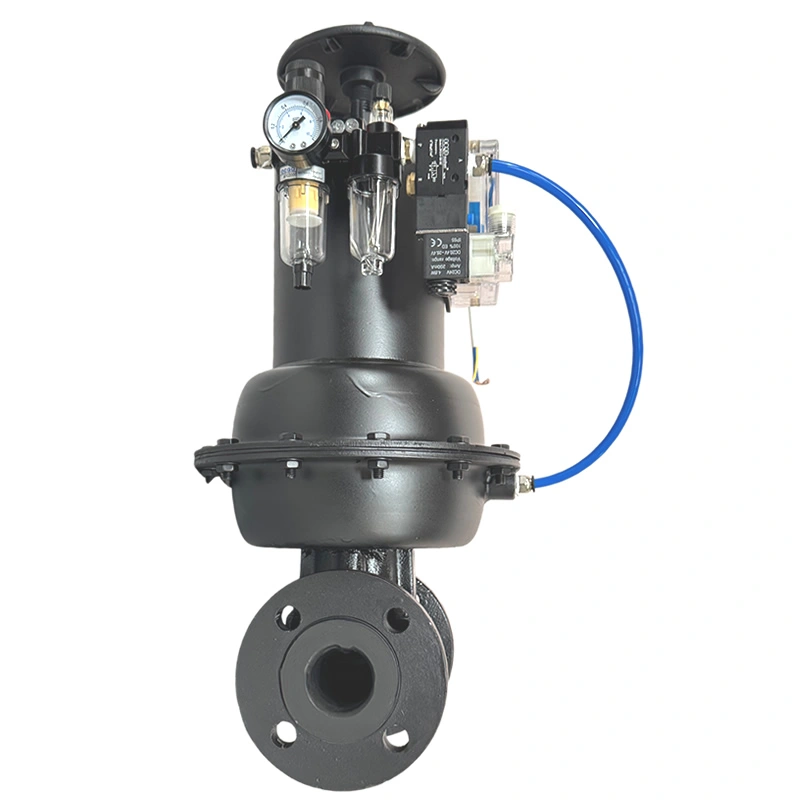
Actuation is delivered by a robust pneumatic diaphragm actuator, designed to provide responsive, reliable control over valve positioning. The actuator utilizes compressed air to actuate the diaphragm, modulating flow between fully open and fully closed positions with precision. The integrated pneumatic control module includes a filter regulator, pressure gauge, and solenoid valve, enabling precise pressure regulation and remote control via automated systems. This pneumatic actuation eliminates the need for manual force, making it ideal for automated process systems and remote installations where manual operation is impractical. The actuator is equipped with fail-safe functionality, ensuring the valve returns to a pre-defined safe position (open or closed) in the event of air supply failure, enhancing operational safety and system reliability.
II. Design Features & Functional Advantages
The TIANYU DN40 PN10 pneumatic Diaphragm Valve incorporates innovative design elements that elevate its performance, reliability, and operational efficiency beyond conventional control valves, addressing the unique challenges of industrial fluid control applications.
At the core of its design is the diaphragm mechanism, which provides a hermetic seal between the process fluid and the actuator, eliminating the risk of fugitive emissions and cross-contamination. Unlike traditional valve designs that use stems or packing glands, the diaphragm acts as both the sealing element and the actuation interface, creating a completely isolated flow path that prevents fluid from contacting the actuator components. This design eliminates the need for stem packing, a common source of leakage and maintenance in other valve types, ensuring zero leakage across the entire operating pressure and temperature range.
The EPDM diaphragm and seat offer exceptional chemical resistance and flexibility, enabling the valve to handle a wide range of fluids, including abrasive slurries, corrosive chemicals, and viscous media. The diaphragm’s flexible structure allows it to conform to irregularities in the flow path, maintaining a tight seal even in the presence of particulate matter or debris, reducing the risk of clogging and extending maintenance intervals. The soft-seated design also minimizes turbulence and pressure drop, optimizing flow efficiency and reducing energy consumption in process systems.
The pneumatic actuator is engineered for precise control and reliability, featuring a large diaphragm area that delivers high thrust at low air pressures, ensuring smooth, consistent actuation even at low operating pressures. The integrated filter regulator removes moisture and contaminants from the compressed air supply, protecting the actuator components from wear and ensuring long-term performance. The pressure gauge provides real-time visibility of the air supply pressure, enabling operators to monitor system performance and identify potential issues before they impact valve operation. The solenoid valve allows for remote control and automation, integrating seamlessly with SCADA, DCS, and PLC systems for advanced process control.
The valve body features a streamlined, full-bore flow path that minimizes hydraulic resistance and pressure loss, optimizing flow efficiency and reducing energy consumption. The smooth internal geometry prevents debris accumulation, reducing the risk of clogging and ensuring consistent performance over time. The body’s compact design makes it suitable for installation in space-constrained environments, such as skid-mounted systems and modular process units, while its robust construction ensures resistance to vibration and mechanical shock.
Safety and environmental protection are integrated into every design detail, starting with the fail-safe actuator functionality. In the event of an air supply failure, the actuator automatically returns the valve to a pre-defined safe position, preventing the release of hazardous fluids and ensuring system stability. The hermetic diaphragm seal eliminates fugitive emissions, meeting strict environmental regulations for industrial process systems, while the WCB carbon steel body provides exceptional fire resistance, ensuring the valve maintains structural integrity in the event of a fire.
The valve’s modular design enables easy maintenance and component replacement, with the diaphragm and seat accessible without removing the valve from the pipeline. This reduces downtime and maintenance costs, making it an ideal choice for critical process systems where operational continuity is essential. The actuator is also modular, allowing for easy replacement of components such as the solenoid valve or filter regulator, further enhancing the valve’s maintainability and service life.