The combination of PTFE soft sealing material and floating ball structure is one of the core advantages of the valve. PTFE has an extremely low friction coefficient (0.04-0.1), which can reduce wear during ball rotation and extend the service life of the sealing element; at the same time, its chemical corrosion resistance is applicable to almost all common media (including water, steam, oil, weak acids and alkalis, etc.), and it maintains stable elasticity in the temperature range of -20℃ to 200℃, ensuring zero leakage sealing under normal temperature and medium-low temperature working conditions. The floating ball design uses medium pressure to automatically compress the valve seat, and the higher the pressure, the more reliable the sealing effect, effectively avoiding medium leakage.
The straight-through flow channel design makes the medium flow path short and unobstructed, with a low flow resistance coefficient (usually less than 0.1), which is far better than other types of valves such as globe valves and gate valves, and can significantly reduce system energy consumption. Two options of full port (FP) and reduced port (RB) can be flexibly selected according to flow requirements: full port is suitable for scenarios requiring large flow transportation (such as water supply systems), and reduced port is suitable for working conditions with limited space or high requirements for flow control accuracy (such as chemical pipelines).
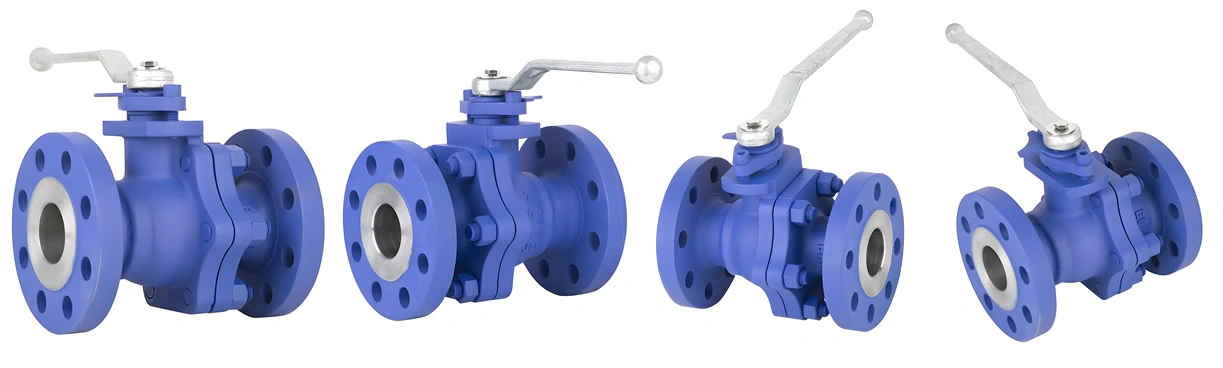
The manual operating mechanism (lever or worm) is designed in accordance with ergonomics, with small operating force and clear stroke, which can quickly realize the fully open or fully closed state of the valve. The lockable handle can prevent unauthorized operation and improve system safety; worm operation is suitable for large-diameter or high-pressure valves, reducing operating force through a reduction mechanism to ensure labor-saving and precise control. The configuration of blow-out proof stem and anti-static device further improves the safety of the valve in high-pressure, flammable and explosive environments.
With diversified material selection and pressure rating coverage, the valve can adapt to various media and environments: it can work stably from tap water and industrial water at normal temperature, to steam and hot oil at medium temperature, and to chemical media with weak corrosiveness (such as dilute acid and alkali solutions). Its structural design can also meet the strict requirements of industries such as petroleum, chemical industry and electric power for valves, such as fire protection design (in line with API 607/6FA standards), which can still maintain basic sealing performance after an accidental fire, reducing accident risks.
Raw materials for core components such as valve bodies and balls are strictly screened, and material certificates (such as smelting composition reports and mechanical performance test reports) must be provided to ensure that chemical composition and mechanical properties meet design standards. For example, WCB cast iron needs to be annealed to eliminate internal stress to avoid deformation due to stress release after processing; stainless steel materials need to be solution treated to improve corrosion resistance. The ball surface adopts precision grinding technology, and the roughness can be controlled below Ra0.8μm, reducing wear of sealing parts and ensuring sealing accuracy.
Valve body processing uses high-precision equipment such as CNC lathes and machining centers, and the tolerance of key dimensions (such as flange sealing surfaces and valve seat installation grooves) is controlled within ±0.02mm to ensure the matching accuracy with pipelines and sealing parts. The assembly process follows standardized procedures, and special tools are used for the installation of sealing parts (PTFE valve seats, packing) to avoid seal failure caused by improper manual operation. After assembly, each valve needs to undergo static test assembly to check the flexibility of stem rotation, the fit between the ball and the valve seat, etc., to ensure no jamming or uneven wear.
- Shell pressure test: inject clean water (or kerosene) into the valve body, apply a test pressure of 1.5 times the nominal pressure, keep the pressure for 30 minutes, and check whether the pressure-bearing parts such as the valve body and bonnet have leakage or deformation;
- Sealing test: apply a test pressure of 1.1 times the nominal pressure to the upstream and downstream sides respectively, keep the pressure for 15 minutes, and confirm no leakage through pressure gauge monitoring or soapy water detection;
- Operation test: manually operate the valve to fully open and close more than 5 times under no pressure, check whether the operation is smooth and the limit is accurate, ensuring no jamming or loosening.
The outer surface of the valve is sprayed with high-performance anti-rust paint (silver is the standard color) after sandblasting and derusting. The paint film thickness is ≥80μm, which has good weather resistance and corrosion resistance, and can adapt to outdoor or humid environments. The packaging uses plywood wooden boxes, and the interior is fixed with foam or soft materials to prevent damage to components due to vibration during transportation; the outer packaging is marked with product model, specification, pressure rating and other information, which is convenient for storage and acceptance.